6ES7136-6RA00-0BF0安装调试
PLC-DCS在纸板生产自动化系统上的应用
3、软件设计
系统软件采用CONTROLLAB软件包,其层次结构如图2。
监控系统程序图
现场级V200CPU站采用了快速可预测实时内核,其周期性工作的时间稳定性(Jitter-Time)可达2微秒(300MHZCPU)。PLC和硬件模块及现场总线的数据交换均在实时任务中进行,保证了这类数据交换在操作系统中的延时不超过几个微秒。控制任务作为实时任务执行,其短工作周期可达0.01毫秒。
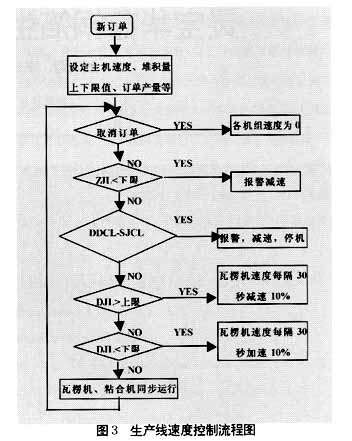
PLC监控程序采用图形化组态工具ControlChart编制,该工具是一种基于IEC1131-3流程图形语言的开发式控制软件,符合工业标准。工程师在控制级操作站上即可利用现成模块进行自由组合、在线观察和调试,极大地缩短了控制系统的调试时间。瓦楞纸板流水线的控制任务主要进行线上各机组运行速度协调。速度调节中粘合机作为主机,过胶机、修边机、横切机和堆叠机与主机同步运行。该监控系统速度控制流程图如图3所示。
ZJL、DJL、DDCL和SJCL分别对应纸浆量(瓦楞机)、堆积量、订单产量和实际产量,根据以上量的测量数值对粘合机和瓦楞机速度进行相应的调节。
在控制级和管理级软件基于bbbbbbSNT平台,采用易学易用的VisualBasic6.0进行编程,其中采用ActiveX、OPC、TCP/IP等国际通用技术和标准,用户可以极方便的与其他软件系统进行自由通讯和进行功能扩展。控制级操作站检测画面主要有总操作图、瓦楞机监测图、粘合机检测图、过胶机监测图、修边机监测图和横切机监测图。管理级终端包括订单管理画面和出货管理画面等。
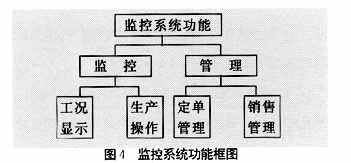
4、系统功能
在软硬件基础上实现的瓦楞纸板生产线监控系统功能如图3所示。监控系统功能分为监控和管理功能。监控主要是工况显示和生产操作,管理主要是订单管理和出货管理。
系统功能
4.1、工况显示
在控制级的操作站以及管理级的终端机中显示现场采集来的生产线状态数据,主要包括:生产中的纸板品种,尺寸规格;现时各机组生产速度、电机电流;瓦楞机原纸堆积量;粘合机出纸量、各段温度;现时的实切张数,订单的总张数,还欠实际张数;成品,不良产品的数量(不良品人工输入)原纸剩余长度等。显示方式包括数字、柱状图和趋势图等。在此基础上进行速度、电流、温度、堆积量等过限报警。
PLC软件冗余系统在燃油锅炉中的应用
1.3PLC控制系统设计
利用信号采集模块实时采集锅炉的输油管进出口温度和压力,根据设定起炉、转火、停炉温度值控制燃烧机的自动启动、转火、停止等操作。根据温度、压力报警设定值,控制锅炉紧急停炉和故障报警等处理。
控制系统组成:一组CPU315-2DP处理器(带PROFIBUS-DP接口);2组ET200M模块(各自带2个IM352接口);一组SM321DI开关量输入模块;一组SM322DO开关量输出模块;3组SM331AI模拟量输入模块。一组CP343-1以太网通信处理器模块。
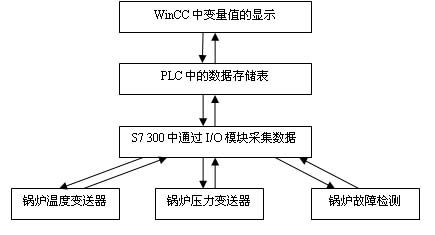
1.4WinCC与S7-300的通信实现
根据控制方案的设计,采用WinCC组态作为上位机监控,用西门子的S7_300作为下位机执行机构,我将采用以太网的标准Tcp/IP协议实现WinCC与S7-300的通信,将现场的状态参数、控制参数等上传到监控层。这个变量传递的过程可以用图3来说明:
变量监控过程
图3变量监控过程
1.5WinCC组态冗余的实现
通过两台独立计算机运行项目功能完全相同的WinCC组态项目,构成并行服务器来实现组态冗余结构,两台服务器通过以太网连接,并与PLC连接。每台服务器都带有其自身的过程连接和可用的数据归档,工作PLC站将过程数据和消息发送到两台冗余服务器。如果一台服务器发生故障,另一台将继续接收和归档来自PLC工作站的过程值和消息。出现故障的服务器重新工作后,冗余服务器为故障时间的归档执行同步,通过将丢失的数据重新传送到出故障的服务器,来消除故障引起的归档差别。
冗余服务器的组态实现:1.必须在两个冗余服务器上组态功能完全相同的WinCC组态项目(建议使用WinCC项目复制器)。2.对于WinCC冗余,需要同步服务器(建议使用设备的时间同步)。3.配置冗余用户归档,实现用户归档同步。4.组态在线消息同步。5.打开冗余编辑器,在“冗余伙伴服务器”项,输入冗余服务器的名称,并在“用户归档”项下,激活“用户归档的同步”。
本系统通过动态向导设置读取IP冗余地址,实现主S7-300数据监控。
PLC、人机界面及其在制氮设备中的应用
随着我国自动化控制水平的不断提高,PLC(可编程序控制器)、文本显示器、触摸屏已广泛应用于各行各业,现将它们作一简单介绍,并阐述其在瑞气公司制氮设备中的应用。
一、可编程序控制器
在自动化控制领域,PLC(ProgrammableLogicController)是一种重要的控制设备。PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。目前,世界上有200多厂家生产几百个品种PLC产品,例如:美国AB,德国siemens,日本三菱、Omron,施耐德,GE等,在PLC应用方面,我国是很活跃的,应用的行业也很广。例如钢铁、机械、冶金、食品、饮料、包装、汽车、石化等行业。
从结构上分,PLC分为固定式和组合式(模块式)两种。固定式PLC包括CPU板、I/O板、显示面板、内存块、电源等,这些元素组合成一个不可拆卸的整体。模块式PLC包括CPU模块、I/O模块、内存、电源模块、底板或机架,这些模块可以按照一定规则组合配置。
CPU是PLC的核心,起神经中枢的作用,每套PLC至少有一个CPU,它按PLC的系统程序赋予的功能接收并存贮用户程序和数据,用扫描的方式采集由现场输入装置送来的状态或数据,并存入规定的寄存器中,诊断电源和PLC内部电路的工作状态和编程过程中的语法错误等。进入运行后,从用户程序存贮器中逐条读取指令,经分析后再按指令规定的任务产生相应的控制信号,去指挥有关的控制电路。
CPU主要由运算器、控制器、寄存器及实现它们之间联系的数据、控制及状态总线构成,CPU单元还包括外围芯片、总线接口及有关电路。内存主要用于存储程序及数据,是PLC不可缺少的组成单元。CPU速度和内存容量是PLC的重要参数,它们决定着PLC的工作速度,IO数量及软件容量等,限制着控制规模。
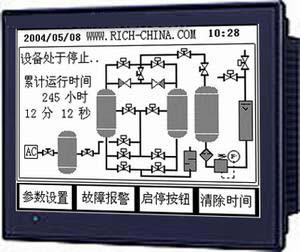
人机界面
PLC系统的其它设备:
1、编程设备:编程器是PLC开发应用、监测运行、检查维护不可缺少的器件,用于编程、对系统作一些设定、监控PLC及PLC所控制的系统的工作状况,但它不直接参与现场控制运行。小编程器PLC一般有手持型编程器,目前一般由计算机(运行编程软件)充当编程器。
2、人机界面:简单的人机界面是指示灯、按钮等,目前液晶屏(或触摸屏)式的一体式操作员终端应用越来越广泛,由计算机(运行组态软件)充当人机界面非常普及。
3、输入输出设备:用于性地存储用户数据,如EPROM、EEPROM写入器、条码阅读器,输入模拟量的电位器,打印机等。