西门子模块6GK7343-1EX30-0XE0
西门子PLC V90报文、通信V90 PN可以通过PROFINET通信与PLC连接,通过PROFIDrive报文实现PLC对V90的通信控制。

SINAMICS V90 PN 目前支持的常用报文如下:
• 标准报文 1:速度控制
• 标准报文 2:速度控制
• 标准报文 3:速度/位置控制(1200配置TO时使用)
• 标准报文 102:速度/位置控制
• 标准报文 5/105(DSC):速度/位置控制(1500(T)配置TO时使用)
• 西门子报文 111(EPOS):1200/1500通过FB284控制V90 EPOS定位
仅在 V90 PN 与 S7-1500/1500T 连接时才能使用 5 号以及105 号(DSC)报文!
PROFINET RT/IRT 通信的区别
PROFINET IO 是一种基于以太网的实时协议,在工业自动化应用中作为网络使用。网络包括以 下设备:
● IO 控制器:典型的是 PLC,用于控制整个系统
● IO 设备:一个分散式 IO 设备(例如,编码器,驱动器),通过 IO 控制器控制
PROFINET 提供两种实时通信,PROFINET IO RT(实时)和 PROFINET IO IRT(等时实时)。
在 PROFINET IO RT 通道中,实时数据通过优先以太网帧进行传输。没有特殊的硬件要求。基于该优先级别,其循环周期可达到 4 ms。S7-1200连接V90 PN采用RT通信。
IRT 通道适用于传输具有更加**时间要求的数据,其循环周期可达 2 ms,S7-1500连接V90 PN采用IRT通信,必须采用带DSC功能的通信报文5/105
西门子卡件6ES7313-6CG04-0AB0
1 简介
西门子推出了新一代的Comfort Panel(精智系列面板)代替传统产品xPx77,由于组态软件发生了变化(WinCC flexible不支持Comfort Panel,只能使用TIA Portal),在办公室环境下,特别是没有安装SIMATIC软件的PC上使用Excel访问面板中的实时和历史数据,解决方案较之先前有所变化,本文对于实时数据的访问提供了两种方案,OPC(Object linking Embedding for Process Control)方式和SOAP(Simple Object Access Protocol)方式;对于历史数据的访问提供读取归档文件的方式。
和传统产品xPx77不同,通过OPC和SOAP访问Comfort Panel的实时数据都不需要额外的许可证。
本例中的附件包括四个部分:OPC_Client_V1_2.xls、Soap-Calls.xls和WinCC_TIA_ArchivViewer_e.xls三个Excel文件,以及TIA Portal V11的项目文件。
本例中所使用的硬件和软件环境如下:
(A) KP700 Comfort (6AV2 124-1GC01-0AX0)
(B) WinCC ES 工程师站
Field PG M3 (6ES7 715-1BB20-0AA0)
Windows 7 Ultimate SP1 (X32)
TIA Portal V11 SP2 Update5 (STEP7 / WinCC Professional V11 SP2 Update5)
2 通过OPC访问Comfort Panel的实时数据
2.1 项目结构
Comfort Panel作为OPC XML DA Server,Excel作为OPC DA Client访问实时数据,项目结构如图1所示。
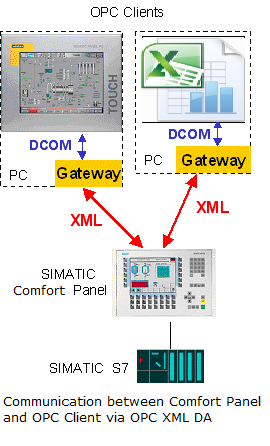
图1
需要注意的是,Comfort Panel上的OPC XML DA基于操作系统Windows CE,而PC上的Excel基于操作系统Windows XP/7,需要在PC上安装OPC XML DA的Gateway作为转换网关。
2.2 组态WinCC项目
(A) 在WinCC Comfort/Advanced/Professional V11的安装盘目录\InstData\Opc\xmlWrapper\Media下安装OPC XML Gateway。
(B) 选择Start – All Programs – Siemens Automation – Options and Tools – HMI Tools – OPC XML Manager,选择Add添加Comfort Panel的Prefix和Host Name,如图2所示。
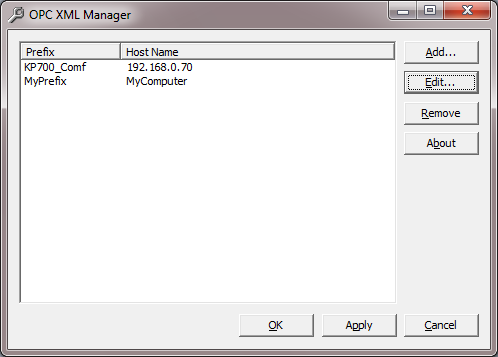
图2
注意:Host Name也可以用IP地址代替。在本例中,Prefix为KP700_Comf,Host Name为192.168.0.70。
(C) 打开TIA Portal V11创建项目,选择HMI设备为KP700 Comfort,在设备的Runtime settings – Services – Read/write tags中选择 Operate as OPC Server,如图3所示。
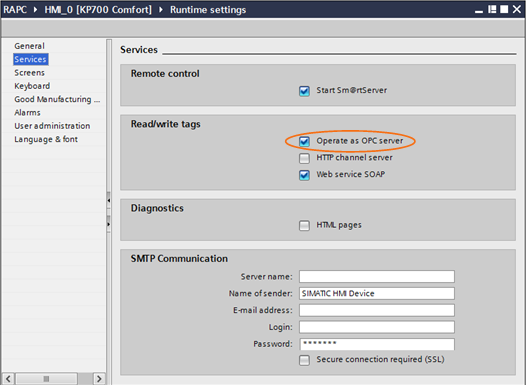
图3
(D) 组态KP700的IP地址为192.168.0.70,创建测试变量Tag_01~Tag_04。
(E) 打开KP700 Comfort Panel的Control Panel – System,设置Device Name为KP700_Comf,如图4所示。
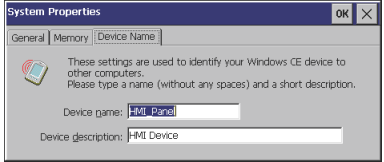
图4
plc的编程语言与一般计算机语言相比,具有明显的特点,它既不同于语言,也不同与一般的汇编语言,它既要满足易于编写,又要满足易于调试的要求。目前,还没有一种对各厂家产品都能兼容的编程语言。如三菱公司的产品有它自己的编程语言,OMRON公司的产品也有它自己的语言。但不管什么型号的PLC,其编程语言都具有以下特点:
1. 图形式指令结构:程序由图形方式表达,指令由不同的图形符号组成,易于理解和记忆。系统的软件开发者已把工业控制中所需的独立运算功能编制成象征性图形,用户根据自己的需要把这些图形进行组合,并填入适当的参数。在逻辑运算部分,几乎所有的厂家都采用类似于继电器控制电路的梯形图,很容易接受。如西门子公司还采用控制系统流程图来表示,它沿用二进制逻辑元件图形符号来表达控制关系,很直观易懂。较复杂的算术运算、定时计数等,一般也参照梯形图或逻辑元件图给予表示,象征性不如逻辑运算部分,也受用户欢迎
2. 明确的变量常数:图形符相当于操作码,规定了运算功能,操作数由用户填人,如:K400,T120等。PLC中的变量和常数以及其取值范围有明确规定,由产品型号决定,可查阅产品目录手册。
3. 简化的程序结构:PLC的程序结构通常很简单,典型的为块式结构,不同块完成不同的功能,使程序的调试者对整个程序的控制功能和控制顺序有清晰的概念。
简化应用软件生成过程:使用汇编语言和语言编写程序,要完成编辑、
1. 编译和连接三个过程,而使用编程语言,只需要编辑一个过程,其余由系统软件自动完成,整个编辑过程都在人机对话下进行的,不要求用户有高深的软件设计能力。
2. 强化调试手段:无论是汇编程序,还是语言程序调试,都是令编辑人员头疼的事,而PLC的程序调试提供了完备的条件,使用编程器,利用PLC和编程器上的按键、显示和内部编辑、调试、监控等,并在软件支持下,诊断和调试操作都很简单。
PLC的编程语言是面向用户的,对使用者不要求具备高深的知识、不需要长时间的专门训练。
十年前,我刚开端使用PLC时,也是一头雾水。仗着自己对硬件、工程知识的熟习,和对组态软件的浅显懂得,硬着头皮接下了任务。当时已经来不迭接收培训,相关材料极其缺少,仅有的参考材料是一本英文的S7-200手册,以及西门子网站上找到的一些全西文的示例,总算在三个月内实现了系统的构建、软件的编写工作。期间走弯、出故障是粗茶淡饭,哺乳期偏头痛吃什么药哺乳期吃什么宝宝健康。常常搞得我茶饭不思,还因为操作不慎过一台PLC。我无比理解那些刚入门的网友两手抓瞎的感到。
在此,我想粗略的一下本人的学习之,供网友们参考。
1、编程需要的毅力和足够的耐烦
人各有千秋。有些人把编程看作一项漫长而干燥的工作;有些人把编程看作一项趣味的智力游戏。如果你是前者,强烈你阔别这份工作。究竟编程工作是对人的毅力和耐烦的挑衅。我所在试验室中,良多学生看到我编程序就会惊奇于我面对这一堆堆符号所表示出的。实在,这是兴致使然。兴致使我具备了足够的毅力和耐心。经由无数次失败后,当看到一个个符号按我的思整洁的排列,PLC按我的要求井井有条的运行时,兴趣得到了极大的满意,犹如买通了一个游戏的关口。我告知这些学生:你们看到的是一堆单调怪异的符号,我看到的却是一群热忱奔放的舞者,而我则是她们的导演。
2、编程需要敢于实际的
我曾经教过一个学生学AutoCAD,我对她的独一请求就是实际。我告知她:你随意怎么操作,大不了一张图重画;坏的是系统,不要紧,体系重做,再来;只有电脑没被砸了,怎么都行。两年后,我再看到她做的CAD图纸,也自叹不如。
同样情理,只有一直地在PLC上运行这些指令,察看运行的结果,才干弄清PLC指令的作用。许多初学者对PLC一脸的迷茫,往往是出于一种害怕,担心装备。而这些害怕是没有任何情理的。细心的浏览手册是异常重要的,仅靠读书是成不了一个工程师的。更何况手册上的内容并非八面玲珑。我在接触到那些不熟习的指令时,爱好独自编一个小程序,让PLC运行。而后一一修正条件,视察运行的MicroWin为用户供给了无比好的手段,OMRON,反过来再从新理解手册的描写,这样就可以十分直观的理解这些指令的作用和使用办法。不用担忧自己写的程序会有什么问题,会影响PLC的畸形工作。程序有不问题,只有让PLC运行了能力发现。而发明问题并解决问题就是对自己才能的进步。撇开硬件操作不谈,单就软件来说,我还真没有碰到过因为软件问题而PLC的事。在这里不必担忧继电器电接错线可能造成的效果。勇敢的实践是plc编程的必由之。
当然,勇敢实践并不是操作,而是必需遵守必要的标准。还有一个要留神的,在程序未经牢靠性证明之前,千万不要挂接负载,免得造成不用要的。数字量的输出有LED显示;而模仿量处置可以采取一些硬件或软件模仿手腕来解决,MITSUBISHI。
3、编程须要有周密的逻辑思维
编程自身就是一种逻辑思维过程。在高等语言中,使用多的是ifthenelse、select这些前提判断语句,这就是逻辑中的关系。PLC程序就是由这些关系组成的:判断条件是否成破,进而决议执行相应的指令。初的PLC是用来替换继电器逻辑电的,继续了继电器电以触点作为触发条件的描写方法。在PLC中,以虚构触点取代了继电器的金属触点,而继电器电所的逻辑关系仍是被完全的保存下来。(http://www.diangon.com/版权所有)即便引入了继电器电难以胜任的数值处置过程,PLC从基本上还是在执行一个个关系。理顺对象的各个事件之间的逻辑关系,是编程之前必需精心做好的筹备工作。我在接到一项任务后,件事就是整顿出一份逻辑关系图,与用户重复,获得用户的认可,而后才真正进入程序的编写过程。
4、不可或缺的相干知识
PLC的程序是直接作用于对象的详细工艺进程,那么对对象详细工艺过程的懂得是十分主要的的。我在与用户的交换过程中,会用我所控制的UnitOperation的知识剖析用户的工艺过程,帮助用户过程掌握中的各个逻辑关联,甚至包含各种仪表、硬件的配置。这得益于我底本所学的。当然,欧姆龙,不能请求所有搞PLC程序的工程师都有我这样的阅历。有两门常识却是不可或缺的:一是进程仪表的硬件知识,包括传感器、变送器二次仪表和PLC自身,这是构建体系的基本;二是过程把持实践,包含各种把持模型的原理跟利用,其中主要的是二位调节跟PID调节模型。PID调节是目前用得普遍的过程掌握手腕,且变更多端。学习PID好的方式就是读书。简直所有讲授过程的书籍都有对于PID的内容,多读基原形关的书籍对懂得PID是很有好处的。我发明不少网友在进入PLC范畴时,缺少这些相干知识。这并不恐怖;恐怖的是当事者不能静下心来补充常识的缺点。咱们不要学校不教学这些内容,而是要重视本人如何去学习这些知识。工作中碰到的很多问题是学校里没讲过的,这不能成为咱们谢绝工作的理由,而应当以踊跃的立场去应答这些问题。我的领会是,为懂得决工作中的问题而学习的知识,比课堂上学的货色更轻易记住。
5、养成良好的编程习惯
每个人编程都会有不同的习惯和特色,不能一致。一些好的习惯仍是应当为大多数人所遵守。一是理顺逻辑关联、时序关系,编制程序框图;二是调配主程序、子程序和中止程序;三是调配存放器,编制存放器符号表。
PLC编程更濒临于单片机,或者说PLC就是模块化的单片机。PLC的良多操作都是直接针对寄存器的,假如在程序中涌现分歧理的寄存器地址重叠,必定会呈现不可料想的。编制寄存器符号表不仅可以防止上述问题MicroWin会有问题提醒,可以使程序具备更好的可读性。这和VB中定义变量有殊途同归之处。
VB编程中关注的是事件,不强调主程序和子程序的观点,由于VB主程序的工作是由PC的操作系统实现的。PLC则不然。PLC程序是以主程序为的,CPU一直的履行主程序,只有触发前提成破时才会调用子程序或中断程序。即子程序和中止程序所履行的义务不是全时须要的。假如把这些义务都放在主程序中会无故增添主程序的工作量,下降程序的效力。这点和单片机的编程思是一致的。子程序的应用可以使全部程序的逻辑更清楚。子程序能够离开编写、调试,后“装置”到主程序上。这样你能够一个一个解决问题。
PLC编程,无论是LAD,抑或STL,都不如VB那么直观、有趣,更不如CAD那么形象。但比单片机的汇编语言的可视性强多了。对初学者,LAD梯形图的编程直观,更轻易上手。
后,PLC供给了丰盛的指令、模块,比单片机便利了许多。初学者编程时应尽量先应用简略的指令到达目标。只管看上去有点土,却不失为一个入门的好道,且对你理解那些较为庞杂的指令会有辅助。具备了必定教训后,应该斟酌把握庞杂指令的运用,以及程序的优化。本文章由:整理发布